发布时间:2025-03-26 11: 31: 00
如果你经常做数控加工或者CNC编程,那一定不会陌生Mastercam,机械加工圈里特别火的一款软件。那么,Mastercam高效CNC编程方案详解 Mastercam后处理如何适配不同品牌机床的呢,这篇文章就带你搞懂这些问题。
一、Mastercam高效CNC编程方案详解
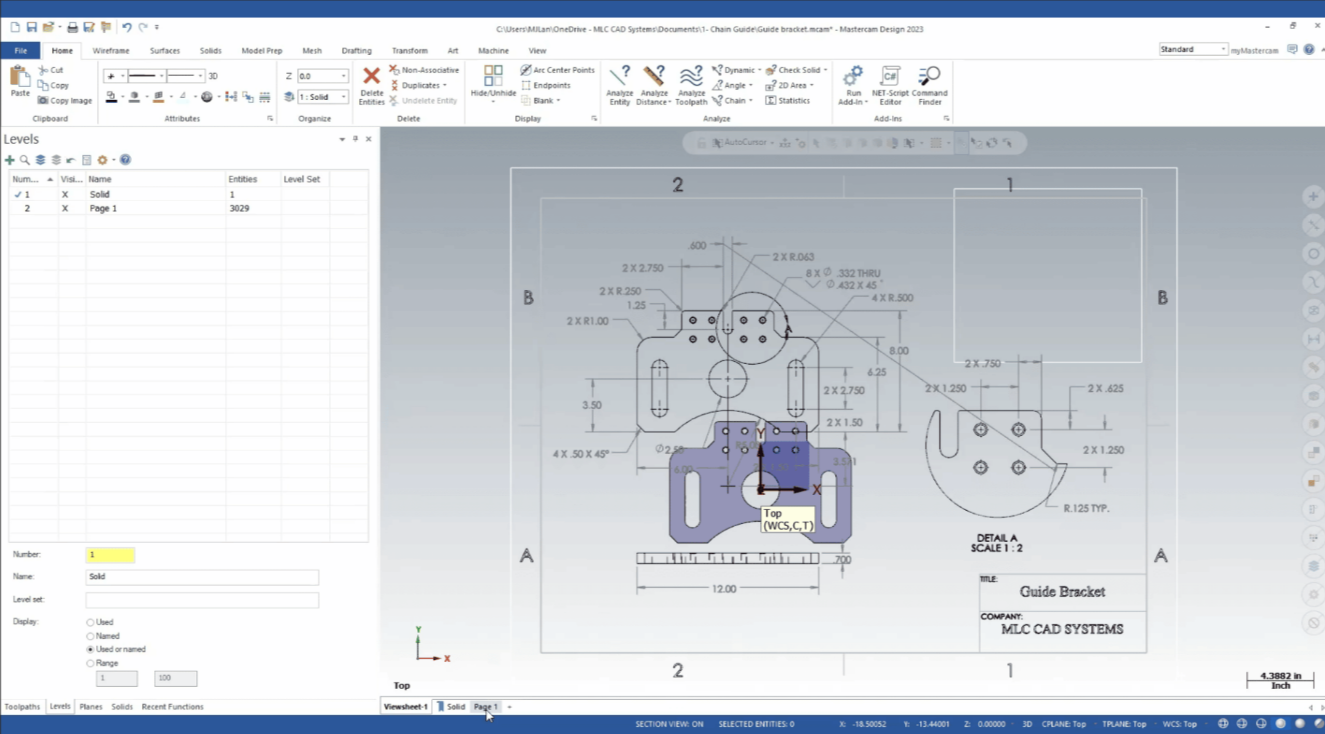
Mastercam是一个非常强大的数控编程软件,但怎么用才能真正发挥它的最大效率呢。
1. 善用Mastercam的刀具库管理
很多人编程时最麻烦的就是刀具的选择、参数的设定,每次都要重复输入太浪费时间了。所以,我们可以:
提前建立自己的刀具库,把你经常使用的刀具、参数直接保存进去,下次用的时候一键调用。定期更新刀具参数,比如进给速度、切削深度和宽度,确保刀具库中的数据始终是最新的。
这样一来,你的编程速度可以提高不少,出错率也大幅降低。
2. 使用模板功能加快编程速度
Mastercam有一个模板功能特别好用。比如经常做同一种类型的加工零件,那就可以把刀路、加工参数、工艺流程保存成模板,下次再遇到类似零件,只需要稍微修改一下尺寸就可以快速出程序。
可以针对不同的工件类型建立不同的模板,比如铝合金模板、钢件模板,分开管理。编程时直接调用模板,进行少量调整,编程效率直接提升一倍以上。
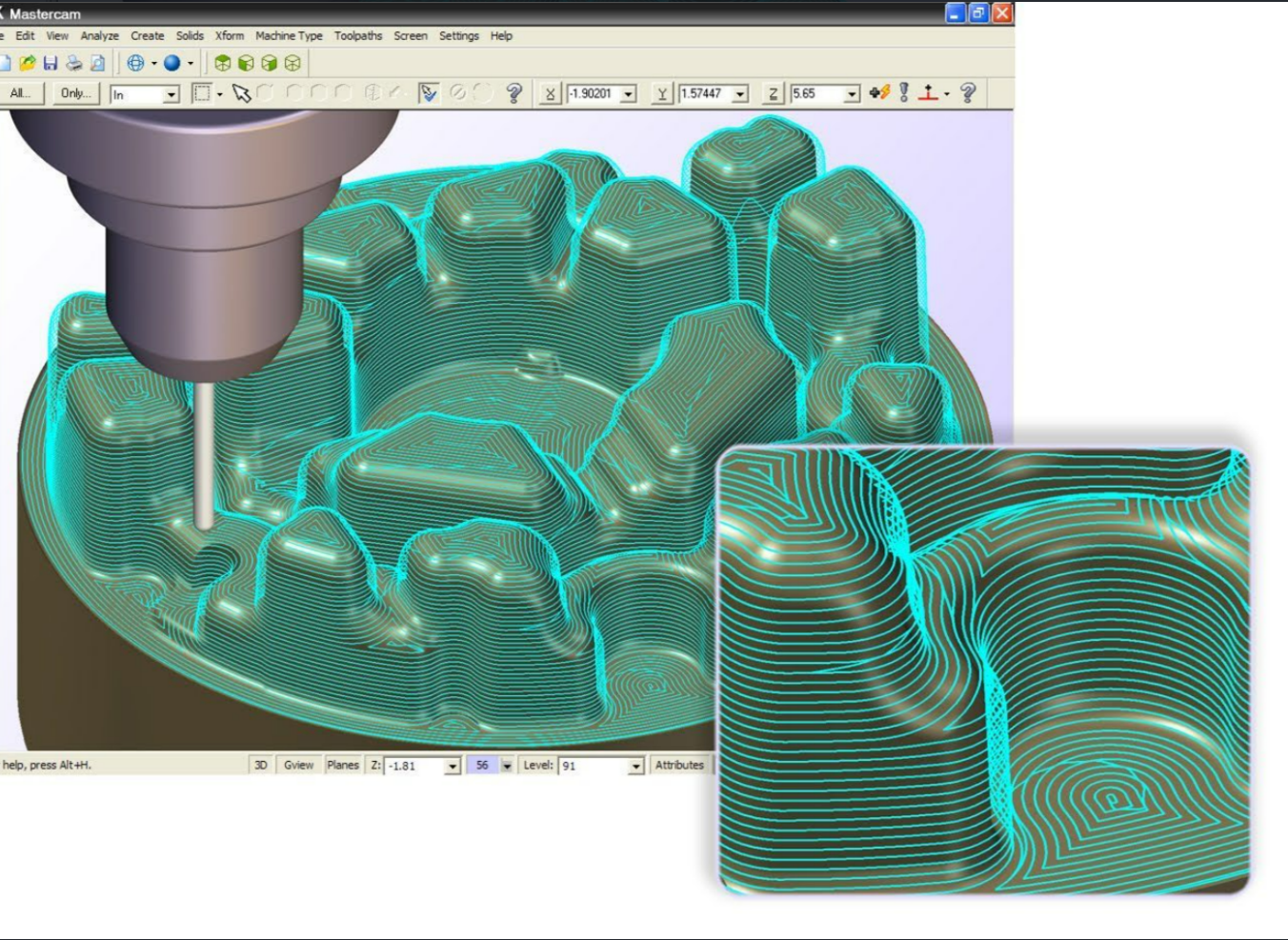
3. 熟练使用Mastercam的自动化编程功能
Mastercam的自动刀路生成功能也特别强大。比如对于孔加工、轮廓加工、复杂曲面加工等,使用智能刀路规划功能,能帮你节省大量手动规划的时间。
用“Dynamic Milling”动态铣削技术,能让刀具负载更均匀,提升加工效率同时延长刀具寿命。使用“Feature-Based Machining”特征识别功能,可以快速生成刀路,特别适合批量零件生产。
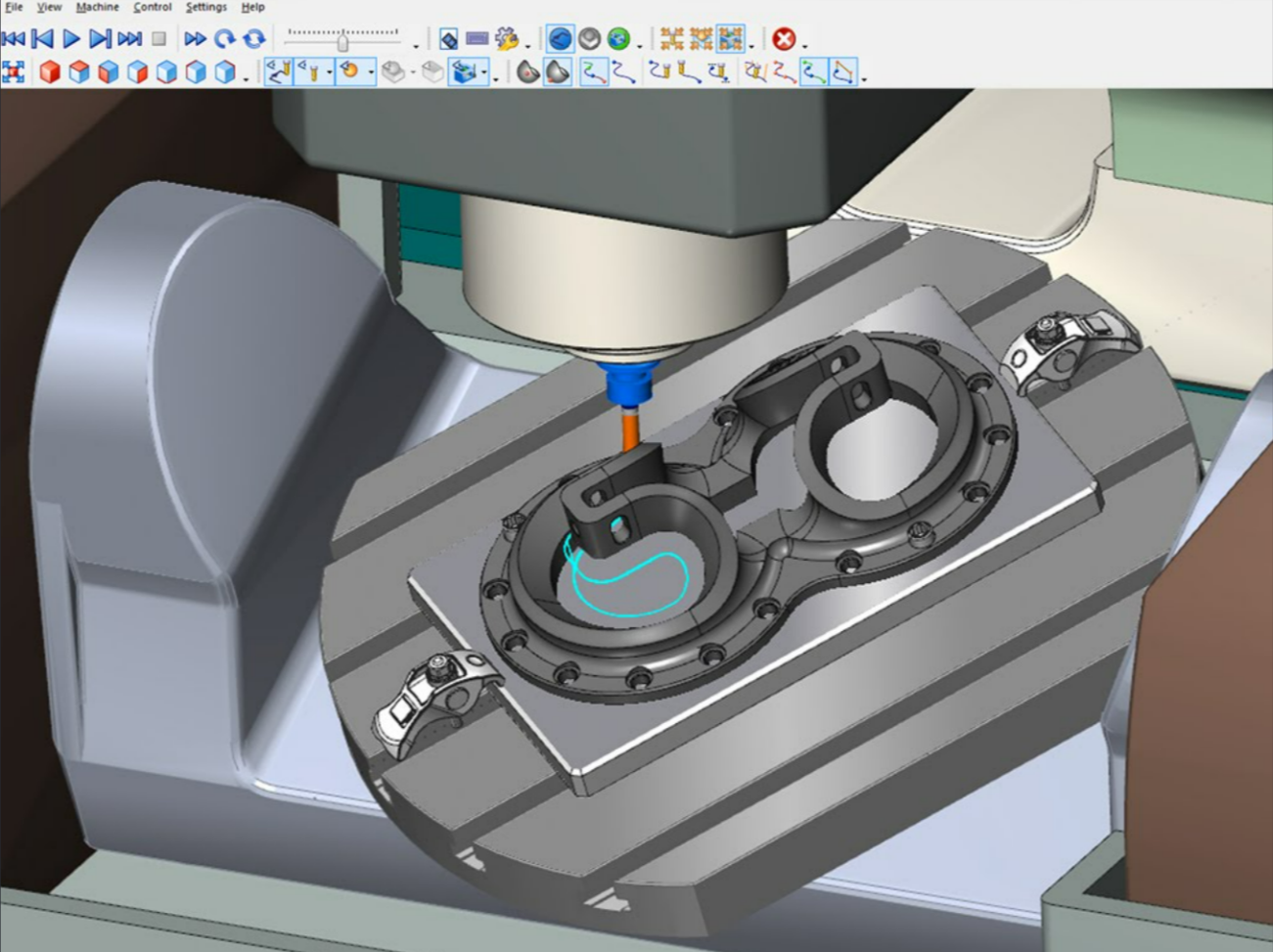
4. 及时仿真避免问题发生
Mastercam内置的仿真功能非常实用。每次刀路编完以后,及时做一下仿真:
检查是否存在过切、干涉或者碰撞,提前发现问题避免生产事故。看看刀具路径是否合理,适时调整加工策略。
做好仿真这一步实际加工就会更加稳妥、安全。
二、Mastercam后处理如何适配不同品牌机床?
很多朋友会碰到这样的问题:有几台不同品牌的机床,比如法兰克、西门子、新代等等,Mastercam生成的程序该如何匹配到这些不同机床上呢?其实,这就涉及到Mastercam非常关键的一环——后处理。
教你如何操作:
1. 什么是Mastercam的后处理?
简单来说,Mastercam的后处理就是把你设计好的刀路程序,转换成每个机床都能“看懂”的语言,也就是不同的G代码格式。不同机床品牌,甚至同品牌不同型号之间的程序格式都会有差别。
比如:
法兰克(Fanuc)的G代码和西门子(Siemens)的G代码就略有不同;同品牌不同系列的机床也可能有指令格式不同的问题。
所以,我们需要根据机床品牌和型号,选择或者定制适合的后处理文件。
2. 如何选择合适的后处理文件?
一般来说,Mastercam官网或者代理商会提供一些通用的后处理文件,比如Fanuc通用版、西门子通用版等。我们可以:
根据你的机床品牌,先尝试一下官方提供的标准后处理文件,看看程序在机床上运行是否正常。如果标准后处理用起来没问题,就可以直接用。
但有时候标准文件并不能完美匹配,这时候就要定制后处理文件了。
3. 怎么定制Mastercam后处理文件?
如果标准的后处理文件不适合你的机床,可以进行定制:
打开Mastercam后处理编辑器,根据你的机床手册调整相关的G代码格式、坐标系定义、换刀指令、主轴转速等具体参数。一般建议联系Mastercam的代理商或专业技术人员协助定制,确保不会出现差错。
4. 验证后处理文件的有效性
定制完成后,别急着正式生产,建议先进行程序验证:
先用Mastercam内部仿真功能检查程序合理性;接着,用你的机床做一次空走刀(不装工件),验证机床动作、换刀、主轴等操作都正确无误;最后再正式加工零件,确保万无一失。
三、Mastercam与自动化设备集成
除了高效编程和后处理匹配之外,再给大家分享一个实用的小技巧,就是Mastercam如何与自动化设备更好地配合。
现在很多工厂都在搞自动化生产线,比如机器人自动上下料。这种情况下,Mastercam生成的程序需要考虑自动化接口:
你可以在后处理文件中增加一些特殊的代码,比如M代码,专门用来启动自动上下料装置或检测设备。还可以在编程时专门规划出一个位置,便于机器人安全进出和抓取工件。
这样一来,整个自动化生产流程就会变得更加顺畅,减少人工干预,提高效率。
总结
以上就是Mastercam高效CNC编程方案详解 Mastercam后处理如何适配不同品牌机床,还有一些实用的小技巧。只要做好刀具库管理、模板制作、自动化刀路生成,再加上合适的后处理文件,Mastercam就能帮你大幅提升加工效率,减少人为失误。
展开阅读全文
︾
读者也喜欢这些内容:
Mastercam五轴加工怎么设置 Mastercam五轴后处理怎么选择
做Mastercam五轴时,真正决定结果稳不稳的,往往不是刀路本身,而是前面的机床运动学、坐标系、刀轴控制和后面的后处理口径有没有先对齐。Mastercam官方对Multiaxis的定位很明确,它就是面向同时四轴和五轴加工的多轴解决方案;而后处理器则决定机床运动学、控制器特性、进给过渡和补偿输出能不能真正落到设备上。...
阅读全文 >
Mastercam铣削刀具路径怎么生成 Mastercam铣削加工参数怎么设置优化
做铣削编程时,刀具路径生成得再快,只要参数没管住,现场就可能出现过切、撞夹具、表面纹路不均或节拍虚高。把流程按Mastercam的逻辑走一遍,把关键参数放在该放的位置,再用仿真复核兜底,才能把风险压到可控范围内。...
阅读全文 >
Mastercam后处理报错怎么办 Mastercam后处理器怎么选择
Mastercam里“后处理”这一步一旦出错,表面看是点了输出却没出NC,实际往往是机床定义、控制定义、后处理文件三者没对齐,或者输出路径与权限让写文件失败。排查时别先去改刀路参数,更有效的做法是先把报错分型,再把后处理文件与绑定关系核对一遍,最后用调试工具把出错点钉到具体环节上。...
阅读全文 >
Mastercam刀具路径计算准确吗 Mastercam刀具路径如何碰撞检测
现场最常见的尴尬是程序在屏幕里看着顺滑,上机却出现欠切、过切,甚至擦到夹具。很多人因此怀疑Mastercam的刀具路径到底准不准。更客观的说法是:刀具路径的可信度来自模型、容差、刀具组件与机床运动约束的组合,只要把关键参数选对,再把碰撞检测链路跑完整,结果通常能做到可解释、可复核、可落地。...
阅读全文 >




